Máquina de corte por plasma de viga H
- modelo
- YM-600, YM-1000, YM-1250, YM-1500
propiedad
- Método de corte
- Plasma/Llama
- Fuente de energía de plasma
- Herpertherm XPR300A
- Espesor de corte por plasma
- Espesor de corte de perforación 1-45 mm
- Espesor de corte de oxicombustible
- Espesor de corte vertical 6-32 mm
- Longitud de corte efectiva
- 12m
- Precisión de corte en longitud
- ±1,5 mm
- Altura de la red del haz (YM-600)
- 100-600 mm
- YM-1000
- 100-1000 mm
- YM-1200
- 200-1250 mm
- YM-1200
- 200-1250 mm
- Ancho del ala de la viga
- 100-600 mm
Evaluacion
Descripción
Descripción
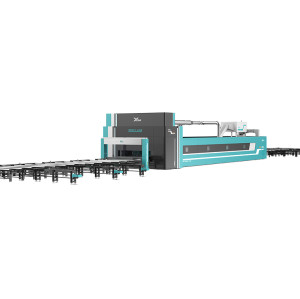
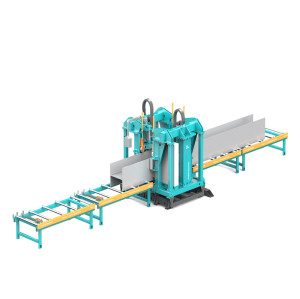
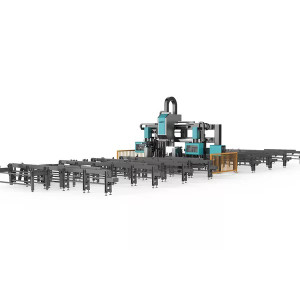
Máquina de corte por plasma de haz CNC
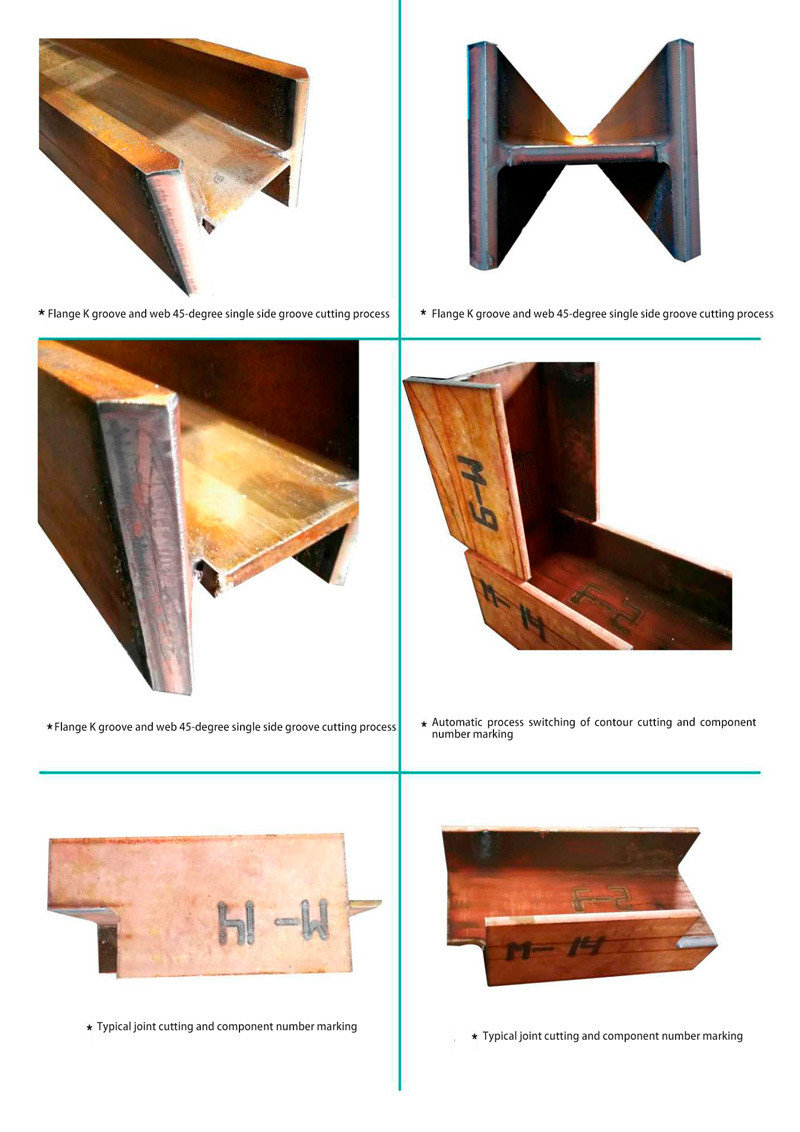
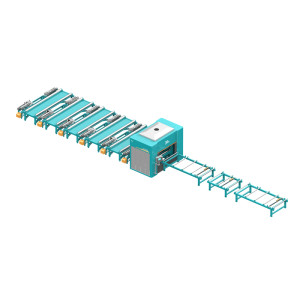
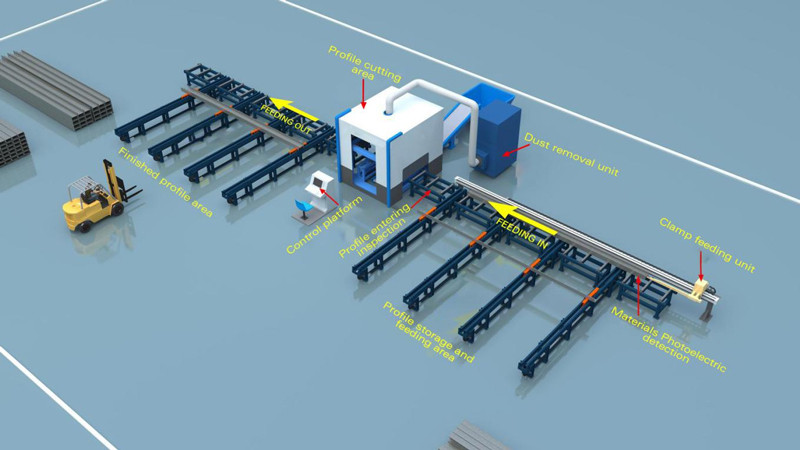
Aplicación : la máquina de corte por plasma de perfiles consta de una unidad de corte, un bastidor de rodillos, un carro y un riel de alimentación, una estación de transporte de perfiles terminados. Es un equipo de procesamiento de corte en caliente para vigas H, vigas I, canal de acero, ángulo de acero y su forma de intersección.
Materiales aplicables : acero estructural al carbono, acero inoxidable
Parámetros técnicos
Viga H/haz I/canal de acero/ángulo de acero | YM-XH-600 | 100-600 mm | |
YM-XH-1000 | 100-1000 mm | ||
YM-XH-1200 | 200-1250 mm | ||
YM-XH-1500 | 600-1500 mm | ||
Método de corte | Plasma/Llama | ||
Fuente de energía de plasma | Herpertherm XPR300A | ||
Espesor de corte por plasma | Espesor de corte de perforación 1-45 mm | ||
Espesor de corte de oxicombustible | Espesor de corte vertical 6-32 mm | ||
Velocidad cortante | 10~2000 mm/min | ||
Velocidad de movimiento | 10~6000 mm/min | ||
Peso máximo del perfil a cortar | 5000Kg Nota: Se puede personalizar según el peso máximo ofrecido | ||
Corte biselado | ±45 grados | ||
Forma de corte de perfil | Corte recto de longitud fija, corte oblicuo de longitud fija y función de encaje final | ||
Estándar de ejecución de precisión de corte | ISO9013-2002\ISO8206-1991\JB/T10045.4-1999JB | ||
Medición de la eficiencia de corte

Especificaciones del perfil:
340*250 como se muestra a continuación. (Longitud máxima de corte 3500 mm. El proceso de corte principal incluye biselado de una y dos caras, orificio sobresoldado y pista en forma de red)
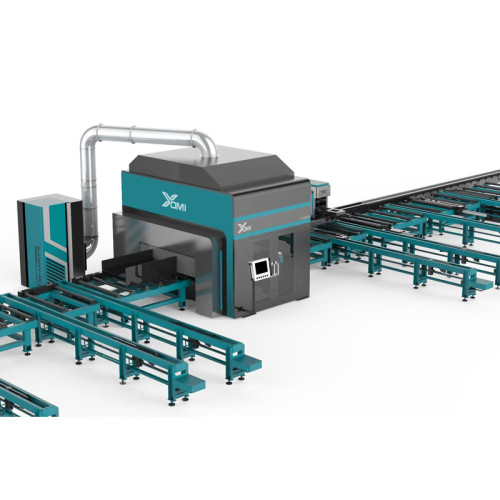
Adopte la fuente de alimentación de plasma fino Hypertherm XPR300 de 170 A de corriente, proceso n.° 1152 Aire + oxígeno
Proporciona una fuente de presión y flujo estables (aire + oxígeno) en el sitio
Registro de resultados de corte:
1. El tiempo de corte del perfil estructural único es de 8 minutos.
2.La distancia entre los dos orificios sobresoldados es de 6-8 mm.
CARACTERÍSTICAS

Estación de corte

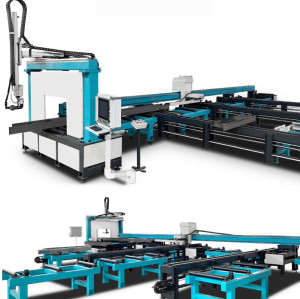
Unidad de alimentación de perfiles y marco transversal
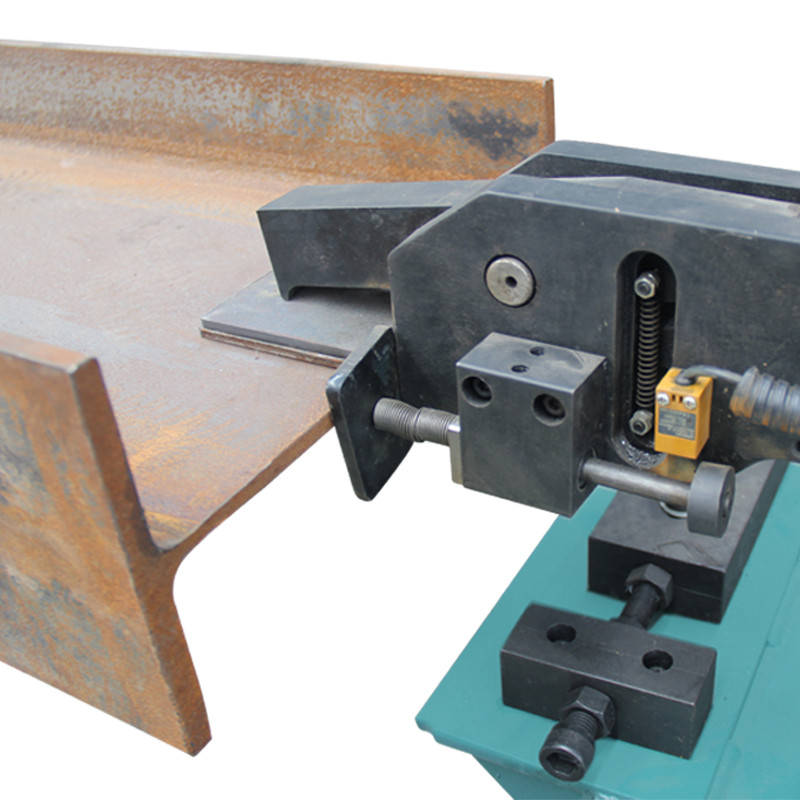
Unidad de alimentación de abrazadera

Área de almacenamiento y salida de perfiles terminados
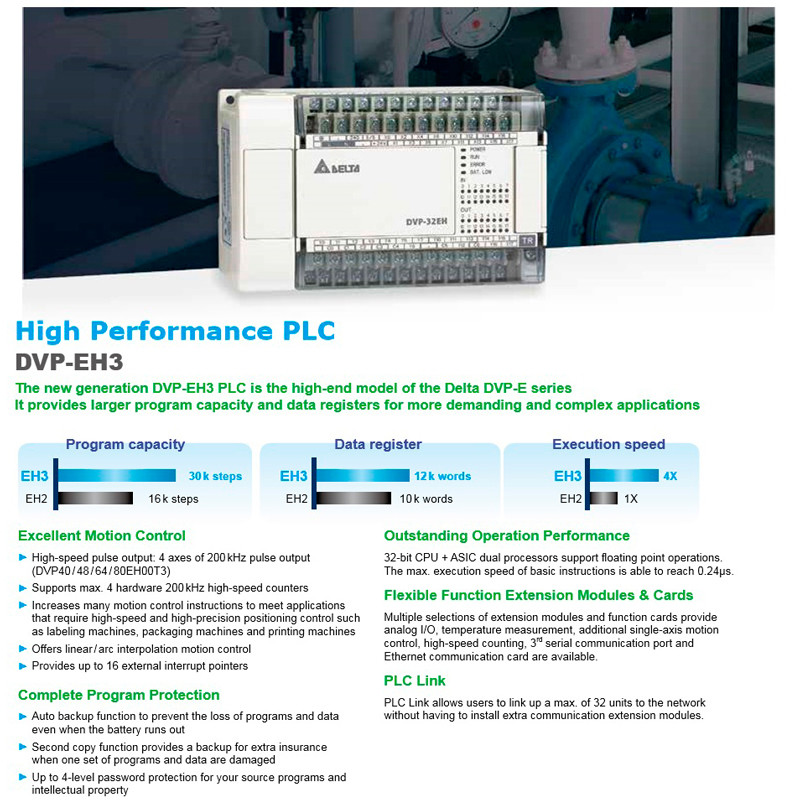
Introducción a la función de prueba láser

Interfaz hombre-máquina, pantalla táctil clara
VEDIO
Solicitud

Proyecto de clientes

Proyecto de clientes