Máquina de corte por plasma CNC para tubos grandes tipo banco
- modelo
- YM-LBP
propiedad
- Diámetro de tubo redondo
- 108~1000mm 219~1210mm
- Longitud de corte
- 6000mm 9000mm12000mm
- Modo de corte
- Plasma y llama (oxicombustible)
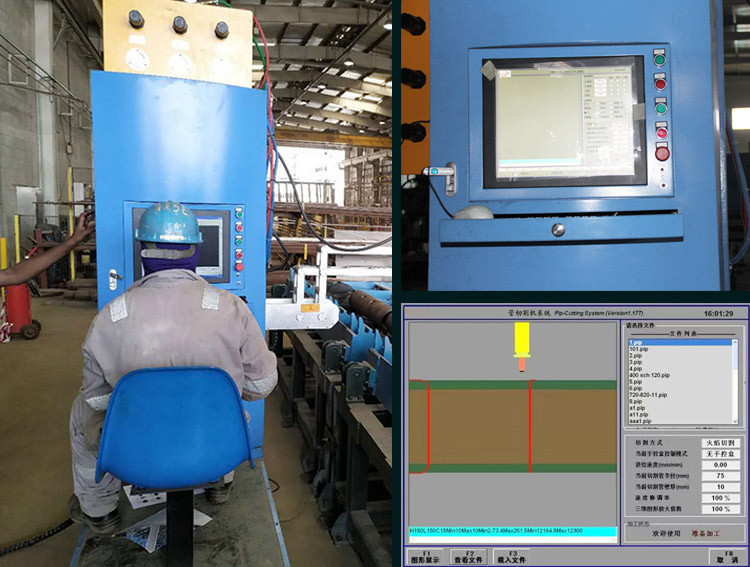
- Sistema de control
- Advantech IPC con YOMI PIP
- software de programacion
- Biblioteca de curvas, Tekla, AutotoCAD
- Sistema de conducción
- Japón Panasonic servomotor
- Velocidad cortante
- 10~2000 mm/min
- Velocidad de viaje
- 10~6000 mm/min
- Grosor de la tubería (corte por llama)
- Corte vertical 6~60 mm Corte biselado 6-40 mm
- Grosor de la tubería (corte por plasma)
- Corte perforado 1~38 mm Corte biselado 1-26 m
Evaluacion
Descripción
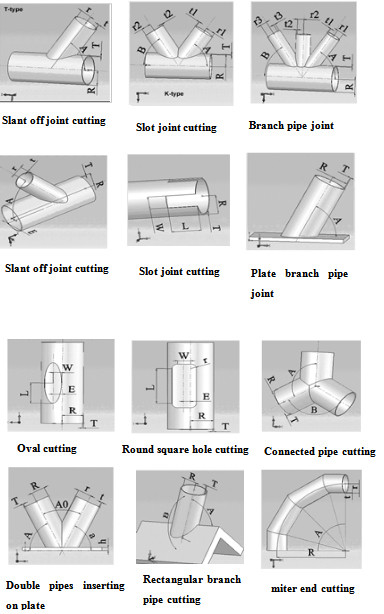
1. Adopta una caja de portabrocas flotante y soportes de rodillos. Es conveniente cargar tuberías de gran diámetro y no necesita ajustar la distancia de los rodillos.
2. La altura central del mandril es flotante y ajustable, utilizando el método de mandril flotante sin mover la tubería, para mejorar la calidad de corte de la tubería de gran diámetro.
3. Admite Tekla, 3D3S, CAD, SolidWorks con alta compatibilidad, genera código G directamente.
4. Puede cortar acero al carbono, acero inoxidable, aluminio y ect.
5. Es ampliamente utilizado en ingeniería marina en alta mar, oleoductos, petroquímica y otras industrias.

Sistemas operativos y software avanzados y eficientes

Brazo de corte para realizar trayectoria de corte 3D

Juego de ruedas de alta resistencia para nivelar la tubería y la salida

Mandril flotante de 3 mordazas para centrado de tuberías y rotación precisa

Transportadores de mesa de rodillos para alimentación de tuberías

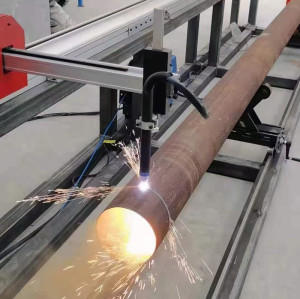
Soplete de corte por plasma y oxicorte para cortar sus tuberías
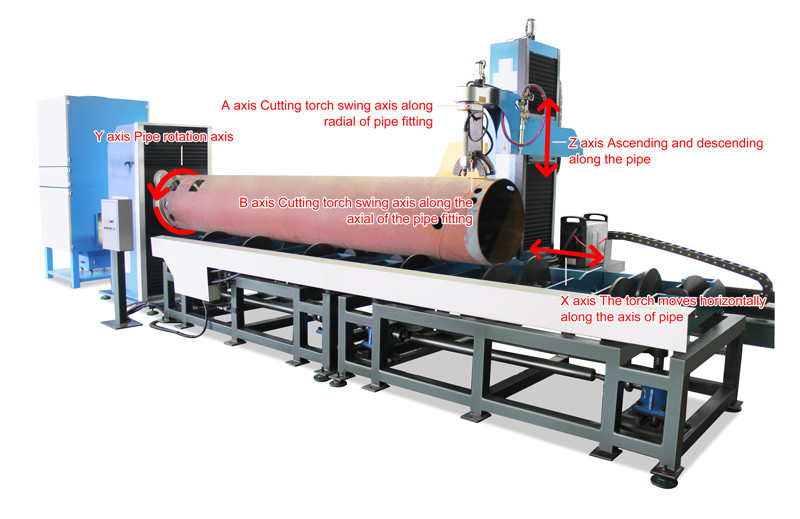
| Eje de movimiento | Selección del eje de la máquina de corte | Rango de actividades |
| eje Y | Eje de rotación de tubería | Rotación libre de 360° |
| eje x | La antorcha se mueve horizontalmente a lo largo del eje de la tubería. | máx. carrera 10000mm |
| un eje | Eje de giro del soplete de corte a lo largo del radial del accesorio de tubería | ±55° |
| eje B | Eje de giro del soplete de corte a lo largo del eje del accesorio de tubería | ±60° |
eje Z | Ascendente y descendente a lo largo de la tubería. | El eje no participa en el varillaje carrera máxima 830mm |
W mandril eje flotante | El mandril se puede subir/bajar | Carrera de elevación del control del eje externo 747 mm |
| Diámetro de la tubería redonda | 219-1210 mm 325-1620 mm 630-2000 mm | ||
| Ángulo de giro axial de la antorcha | α=±60° | ||
| Ángulo de oscilación radial de la antorcha | β=±55° | ||
| Precisión de la longitud de corte | +1,5 mm | ||
Ángulo de bisel de plasma | corte por plasma ±45° | ||
Diámetro del orificio de corte | 1-40 pulgadas | ||
Longitud de corte efectiva | 12000mm | ||
Ovalidad requerida de la pieza de trabajo | ≤1% | ||
Velocidad cortante | 10~2000 mm/min | ||
Velocidad de movimiento | 10~6000 mm/min | ||
Temperatura de condición | -20 ℃ -50 ℃ | ||
Precisión de la longitud de corte | ±1,5 mm | ||
Frecuencia | 50 Hz/60 Hz | ||
Modo de operación de mandril | Manual + eléctrico | ||
Peso máximo de tubería a cortar | 10000Kg | ||
Ángel cruce oblicuo | 15°- 170° | ||
Error de ángulo | 10 | ||
biselángulo | plasma土45°, llama 60° | ||
Estándar para ejecución de precisión de corte | ISO9013-2002 IS08206-1991 y JB/T10045.4-1999JB |